聊城铝合金压铸-铝压铸模具制造-定制件加工
- 发布人: 981670144849[个人]
- 联系人: 朱龙飞
- 联系Q Q: 335334338
- 联系电话: 15054779999
- 所在区域: 聊城 临清 山东省济宁市曲阜市时庄镇
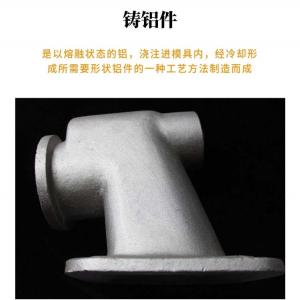
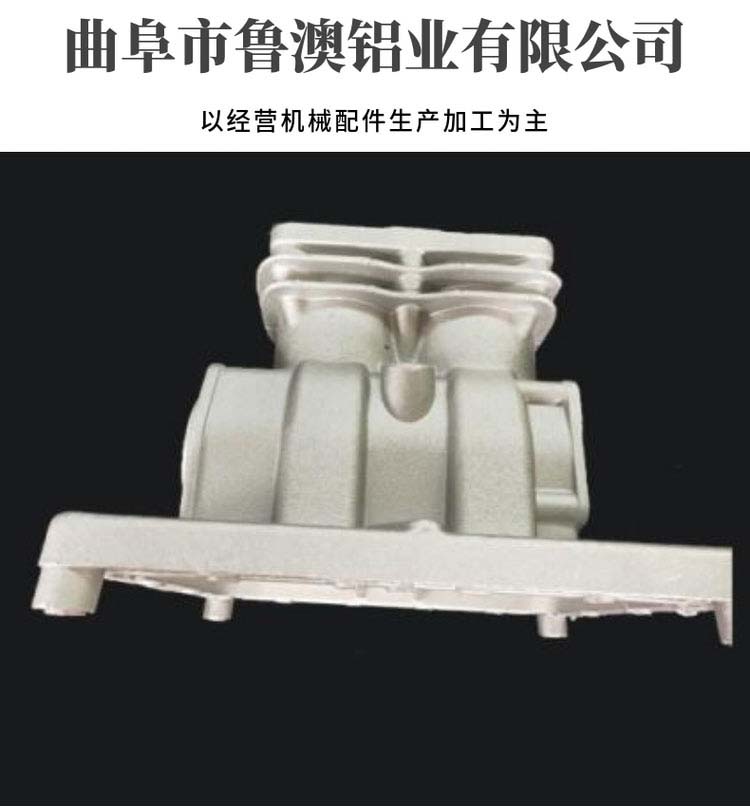
曲阜鲁澳铝业有限公司13954739729 始建于1987年,位于孔子故里——山东省曲阜市。公司是一家以经营机械配件生产加工为主的生产加工型企业,与十几家机械制造厂家配套生产,在公司客户的大力支持和信任下,经过多年的努力和拼搏,现已发展为:模具制造、低压浇铸、压铸、机械加工为一体的综合性企业。
本公司http://www.luaolvye.com/拥有多年生产经验和雄厚的技术力量。受到广大企业、用户的一致好评,畅销全国各省市,并与多家企业合作出口,坚持“质量铸就品牌”的企业宗旨,致力于提升企业核心竞争力,秉承“诚信、共赢”的经营理念,追求可持续发展,打造强势品牌。
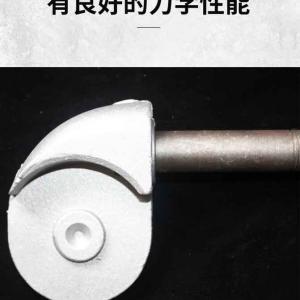
发生在压铸件金属加工中的摩擦磨损现象较为复杂,不同工件各部位有体润滑,又有混合润滑,还有弹流润滑,各种润滑所占比例随不同加工工艺,工件材质、尺寸、进刀速度的变化而不同,这就造成了添加剂配方的多样性,通用性差。
金属加工中产生大量的热,使工件、刀具、模具温度升高,影响加工的 度,刀具的硬度,严重时产生烧结,加工失效,因此要通过金属加工液的流动带走热量,降低温度,其冷却性能与加工液的导热系数,比热容和汽化热有关,也与湿润性有关,水的冷却性能比油好得多,低粘度油又比高粘度油好,水在100℃以上沸腾,其汽化也带走大量的热。
切削时,从时间上应是摩擦发生在润滑剂到连切削部位之后,若发生摩擦时润滑剂不能及时到达,则润滑剂的性能再好也没有用,这就要求润滑剂有良好的润湿性和渗透性。
压铸件重力浇铸的技术特点为:
1、铸件内部气孔少,可进行热处理。热处理后产品的强度可得到较大提高,甚至超过压铸产品。铸件内部气孔少。
2、产品致密性低。依靠液体自重成型,产品的致密性较压铸要低,其强度也稍差,但其延伸率较产品致密性低。
3、产品表面光洁度不高。浇铸产品在冷却收缩后表面容易形成类似抛丸的凹坑。
4、充型慢,生产效率低。其生产效率只有高压铸造的四分左右,导致产品成本高。
5、模具寿命较压铸要长,模具成本低。
6、工艺较简单。
7、不适宜生产薄壁零件。